CNC數控加工亞克力(PMMA)手板的優(yōu)越性:
通用機床加工無法解決復雜型零件的自動化加工問題�。數控加工因為具有適應性強、加工精度高�����、生產效率高��、有利于生產管理的現代化的特點��,應用于手板加工后����,使得手板能非常精確地反映圖紙所表達信息,而且節(jié)省資金�,表面質量很高,并且提高了生產效率圈�。
手板的材料豐富多樣,SLA激光快速成型的材料主要是光敏樹脂����。真空注型中模具復制法中使用的主要是硅膠模。CNC數控加工法的材料分為金屬和非金屬兩類����。非金屬主要是指一些工程材料���,如:ABS�、PC、PP����、POM、PA�、PMMA(亞克力)、電木和代木等�����。
CNC數控加工的材料�,通常都是板材,有標準的厚度�����,一般100MM厚度以上的板材是很難訂購的���,而150MM厚度的板材就一定需要定做了����。所以在手板加工中板材的價格并不是一致的,特殊厚度的板材價格是有不同的��。
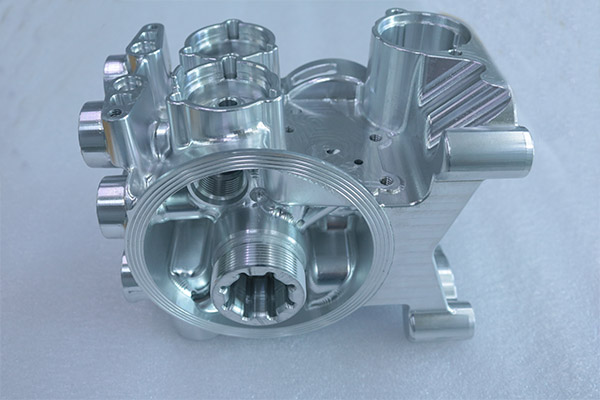
亞克力(PMMA)由英文Acrylics音譯而來��,壓克力板由甲基烯酸甲酯單體(MMA)聚合而成����,即聚甲基丙烯酸甲酯(PMMA)板材有機玻璃。壓克力透明度高(透光率達92%)����,且有極佳的耐候性,并兼具良好的表面硬度與光澤���,加工可塑性大��。通常手板模型中�����,亞力克(PMMA)適合做車燈��、鏡片等高透光度的手板模型���。
工藝方案(以燈罩為例)
1、下料
由于燈罩樣品是單件�、小批量的產品。毛坯大小不一���,需要從大塊的啞克力板上鋸下�����。
2�����、正面加工
a��、裝夾定位
普通機床裝夾一般都是通過平口鉗或者機床專用夾具�,但文中工件的材料為壓克力�����,硬度較軟�,如用普通方法會使工件變形或者損壞�����。所以��,數控銑床在設計時���,在原有的工作臺上面放了一塊ABS板。通過502膠水把亞克力工件和ABS工作臺強有力的粘在一起.起到裝夾定位的作用���。
b��、正面粗加工
燈罩的正面可以看成是一個型腔類零件��,所以采用挖槽加工���。
c、正面半精加工
正面半精加工的刀具使用粗加工的刀具��,刀路采用曲面平行精加工刀路��。
d、正面精加工
正面精加工分為2步:①對于>800的曲面用等高外形精加工。②對于<800的曲面使用曲面平行精加工�。
e�、局部精加工
一般可選用等高外形精加工和曲面平行精加工2個刀路對手板模型進行局部加工���。
f���、石膏外形
石膏外形有3個作用�。一是把石膏填充在正面,凝固后可以有效的增強結構強度���;二是銑平面,銑出來的平面可以作為反面定位時候的基準面��;三是銑輪廓���,銑輪廓是為r在反面裝夾���。